
17.2: Rolling
- Page ID
- 7893
")
Rolling is the most widely used deformation process. It consists of passing metal between two rollers, which exert compressive stresses, reducing the metal thickness. Where simple shapes are to be made in large quantity, rolling is the most economical process. Rolled products include sheets, structural shapes and rails as well as intermediate shapes for wire drawing or forging. Circular shapes, ‘I’ beams and railway tracks are manufactured using grooved rolls.
Rolling
Hot Rolling
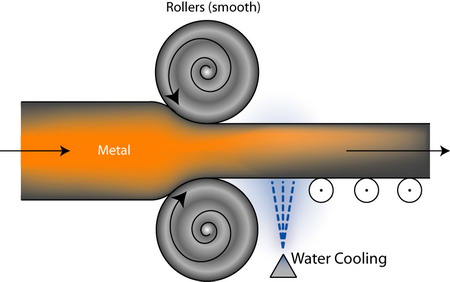
Initial breakdown of an ingot or a continuously cast slab is achieved by hot rolling. Mechanical strength is improved and porosity is reduced. The worked metal tends to oxidise leading to scaling which results in a poor surface finish and loss of precise dimensions. A hot rolled product is often pickled to remove scale, and further rolled cold to ensure a good surface finish and optimise the mechanical properties for a given application.
https://www.doitpoms.ac.uk/tlplib/me...os/rolling.mp4
Hot Rolling
Reproduced from Materials Selection and Processing CD, by A.M.Lovatt, H.R.Shercliff and P.J.Withers.
Cold Rolling
Cold rolling is often used in the final stages of production. Sheets, strips and foils are cold rolled to attain dimensional accuracy and high quality surface finishes.
With softer metals such as lead and copper, a succession of cold-rolling passes can impose very large deformations. For many materials, however, the rolling sequence has to be interrupted for intermediate annealing in order to prevent fracture.