
11.6: Common Control Loops and Model for Temperature Control
- Page ID
- 22513

Introduction
Temperature, pressure, flow, and level are the four most common process variables. Temperature is important because it provides a critical condition for processes such as combustion, chemical reactions, fermentation, drying, distillation, concentration, extrusion, crystallization, and air conditioning. Poor temperature control can cause major safety, quality, and productivity problems. Although highly desirable, it is often difficult to control the temperature because its measurement must be within a specified range of accuracy and have a specified degree of speed of response, sensitivity, and dependability. Additionally, temperature measurements must also be representative of true operating conditions in order to achieve successful automated control. The instrument selected, installation design, and location of the measuring points determine these specifications.
This article will serve as a guide to select the best location of measuring points to achieve the best automatic control. It will consider temperature control for three common process types: a CSTR, distillation column, and heat exchanger.
Temperature Control Loops
Before temperature control loops for specific processes are explained, we must discuss the general considerations common for all temperature control loops.
Temperature control loops can either be endothermic (requiring heat energy) or exothermic (generating heat energy). Both types are similar in that they both result in a response representing a process with a dominant capacitance plus a dead time. For both types of processes, one of the following devices is used to measure temperature:
- thermocouple
- filled thermal well system
- Resistance temperature detector (RTD)
The measurement device, or thermal well, should be selected so that is minimizes additional lag to the overall process lag. Minimizing temperature measurement lag in the temperature control loop is important in both slow and fast loops. Some general rules of thumb for reducing temperature measurement lag are:
- Use a small-diameter bulb or thermal well to minimize the thermal resistance and thermal capacity of the measuring element.
- Use a thermal well made from a material that minimizes thermal resistance and thermal capacity of the measuring element.
- Use a small pipe or orfice near the measuring device to increase velocity of the passing flow. Increasing flow will increase the rate of heat transfer between the process fluid and the measuring device.
- Place the measuring element in the liquid phase when measuring temperature in a two-phase system since thermal resistance is smaller in the liquid phase than in the vapor.
- Use a transmitter with derivative action to cancel out some of the lag in the measuring element. Compensate for this added derivative gain in the transmitter by reducing the derivative gain in the controller.
CSTR Temperature Control
Endothermic Reactor Temperature Control Loops
Endothermic CSTR reactors are generally easier to control than exothermic CSTR reactors because when the temperature reaches a critical minimum, the reaction does not proceed until there is adequate heat. In this sense, endothermic CSTR reactors are self-regulating. A good way to think of an endothermic CSTR’s controls is that of a heat exchanger being used to heat a reaction solution. This heat exchanger’s response is controlled by the dead time, so typically a PI or PID controller is used.
There are two main types of temperature control methods for endothermic CSTRs: control via steam flow rate and control via steam pressure. For the steam flow rate control case, the temperature control sends a signal to the flow control, which then controls the steam inlet valve. For the steam pressure control case, the temperature control sends a signal to the pressure control, which controls the steam inlet valve. Examples of an endothermic CSTR temperature control loop can be seen below in Figure 1 a-b.
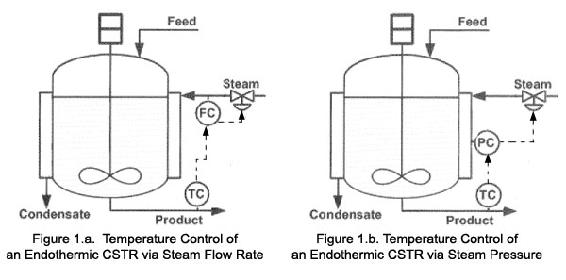
Image Modified From: Riggs, James B., Karim, Nazmul M.. Chemical and Bio-Process Control. Third Edition Chapter 18. Ferret Publishing.
Exothermic Reactor Temperature Control Loops
In an exothermic reaction, energy is released in the form of heat. In some cases, a cooling system is require to bring the temperature back to a set point and also to ensure that the temperature does not rapidly increase, or runaway. Some steps can be taken to prevent runaway temperatures, such as reducing the feed rates or concentrations of reactants. Also, the ratio of the heat transfer area to the reactor volume can be increased to help increase the controllability of the CSTR. Typically, the temperature is controlled using a PID controller, which is described in the previous section PID Control.
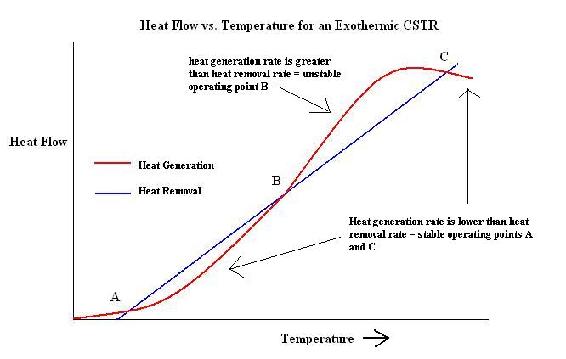
Exothermic CSTRs are very difficult to control because they are very unstable and the temperature can easily runaway. The relationship between heat generation and temperature is non-linear, while the relationship between heat removal and temperature is linear. This relationship is illustrated in Figure 2. The stability of the temperature control loops depend on the rate at which heat can be removed from the system. For example, an exothermic CSTR that generates heat at a slow steady rate is more stable than a reactor that rapidly produces heat. In this example, the rate at which the heat can be removed from the system depends on the rate at which the temperature can be changed in the cooling jacket surrounding the CSTR.
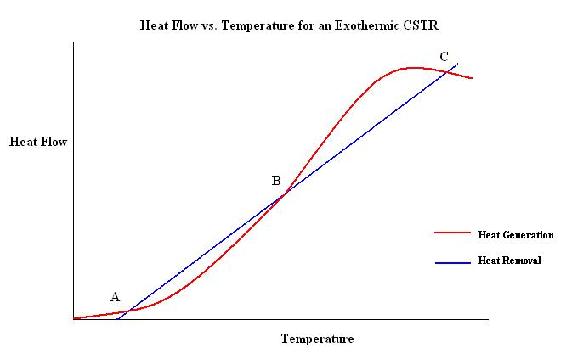
The intersections of the two curves, labeled A, B and C, represent steady state operating points. A and C are stable operation points while B is unstable. A and C are stable because as the temperature increases from this point, the rate of heat generation is less than the rate of heat removal. This means that as the temperature increases, heat is removed faster than it is generated so the temperature will be brought back down to that operating point. The same will happen if the temperature decreases from that point. As the temperature decreases, the heat generation rate is greater than the heat removal rate so the temperature will be brought back up to the operating point.
Point B is unstable because when the temperature increases from that point, the heat generation is greater than the heat removal. This means that as the temperature increases, heat is continuously added to the system and the temperature will rise until it reaches one of the stable operating points, in this case C. If the temperature decreases from point B, the heat generation rate is less than the heat removal rate so the temperature will continue to decrease until it reaches the lower, stable operating point, A.
This graph would be similar for an endothermic CSTR but there would be only one stable steady state operating point.
Very rapid exothermic reactions are the most difficult to control and they are sometimes carried out in a semi-batch reactor so the addition of reactants can be carefully controlled and runaway temperatures can be avoided.
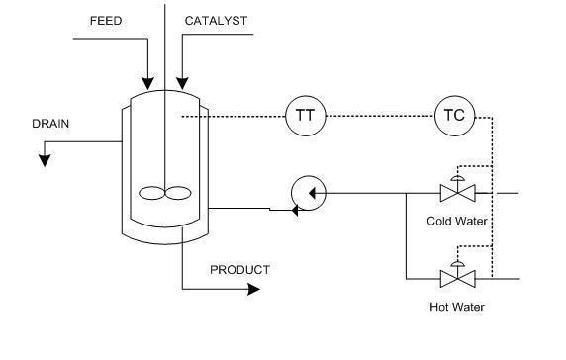
Figure 3 illustrates a common control loop for an exothermic CSTR with a cooling jacket. A temperature transmitter (TT) sends a signal to the temperature controller (TC), which controls the hot and cold water valves on the jacket. The cold and hot water are pumped into the jacket which controls the reactor at a set temperature.
Temperature Control in Distillation
In a distillation column, temperature control is used as a means to control composition because temperature sensors are cheaper, more reliable, provide continuous measurements, and respond quicker than composition analyzers. Through equilibrium relationships, temperature measurements can be used to infer composition of the product. Inferential temperature control is only effective when the relative volatility of the components is high (greater than 2.0). Temperature controllers are used as feedback composition controllers to adjust column operation to meet production requirements. They must be able to satisfy the constraints defined by production requirements at all times, even in the face of disturbances.
Inferential Temperature Control
To control composition via temperature, a correlation must be made between temperature in the tray and composition of the key components. Determining a correlation is challenging because the temperature-composition relationship is affected by process nonlinearity and disturbances in feed composition, flowrates, and occurrence of entrainment or fouling. For multi-component separations, temperature does not determine a unique composition, so either an online composition analyzer or periodic lab tests must be utilized to verify composition at the temperature setpoint. Additionally, the column pressure greatly affects the measurement of tray temperature. For most systems, the following linear equation can be used to correct for variations in pressure:
\[T_{p c}=T_{m e a s}-K_{p r}\left(P-P_{0}\right) \label{eq1} \]
Where,
 =corrected temperature
=corrected temperature =measured tray temperature
=measured tray temperature =pressure correction factor
=pressure correction factor =column pressure
=column pressure =reference pressure
=reference pressure
The pressure correction factor, , can be estimated using a steady-state column simulator for two different operating pressures and the equation:
\[K_{p r}=\frac{T_{i}\left(P_{1}\right)-T_{i}\left(P_{2}\right)}{P_{1}-P_{2}} \label{eq2} \]
where \(T_i\) is temperature of tray \(i\) predicted by the column simulator.
Successful temperature control in the column depends on the dynamic response of measuring the tray temperature with respect to the manipulated energy source used to actuate temperature. The energy source is either the reboiler or the reflux. To have tight process control means that the equivalent dead time in the loop is small compared to the shortest time constant of a disturbance with significant amplitude. According to Svreck, et al, the following observations from experimental tests are cited:
- Temperature control is made less stable by measurement lag or response times.
- The speed of response and control stability of tray temperature, when controlled by reboil heat, is the same for all tray locations.
- The speed of response and control stability of the tray temperature, when controlled by reflux, decrease in direct relation with the number of trays below the reflux tray.
- When pressure is controlled at the temperature control tray, the speed of response of the temperature control instrument can vary considerably with tray location, and is normally slower.
To achieve the best composition control, you need to determine the tray(s) whose temperature(s) show the strongest correlation with product composition. The following procedure using a steady-state column model can be used:
- Run the column at the base conditions (\(x^{B C}\) and \(y^{B C}\) at steady-state and record the temperature,
 , of each tray.
, of each tray. - Increase the impurity level in the bottoms product (
 and
and  , so that Δx is about 25-50% of the impurity level for the base case. Record the temperature,
, so that Δx is about 25-50% of the impurity level for the base case. Record the temperature,  , of each tray.
, of each tray. - Increase the impurity level in the overhead product
 and
and  , so that Δy is about 25-50% of the impurity level for the base case. Record the temperature,
, so that Δy is about 25-50% of the impurity level for the base case. Record the temperature,  , of each tray.
, of each tray. - The best tray for inferential temperature control of the stripping section will be the least sensitive to variations in the composition of the overhead product. This tray is the one that maximizes: \[\Delta T_{i}^{\text {net}}=\left(T_{i}^{\Delta x}-T_{i}^{B C}\right)-\left(T_{i}^{\Delta y}-T_{i}^{B C}\right) \label{eq3} \]
- The best tray for inferential temperature control of the rectifying section will be the least sensitive to variations in the composition of the bottoms product. This tray is the one that maximizes: \[\Delta T_{i}^{n e t}=\left(T_{i}^{\Delta y}-T_{i}^{B C}\right)-\left(T_{i}^{\Delta x}-T_{i}^{B C}\right) \label{eq4} \]
- Repeat this procedure for a range of feed compositions. Then, select the tray that maximizes the
 equations most often for the range of feed compositions.
equations most often for the range of feed compositions.
Single Composition Control
Once you have determined the best tray to use for inferential temperature control, you must choose a manipulated variable (MV) that will have a significant gain on the tray temperature, and thus on the composition. Usually in distillation, the composition of only one product stream is controlled while the composition of the other product stream is allowed to drift. This is called single composition control. The chemical industry primarilly uses sing composition control.
When you are interested in controlling the composition of the overhead product, the reflux is used to control the purity, while the reboiler duty is held constant. The bottom composition is not directly controlled and will vary as the feed composition varies. The reflux, L, is the manipulated variable that will result in the tightest control, rather than either the distillate flowrate, D, or the reflux ratio, L/D. This is because L is the fastest-acting MV for the overhead and is the least sensitive to changes in the feed composition This scenario is depicted below in Figure 4a.
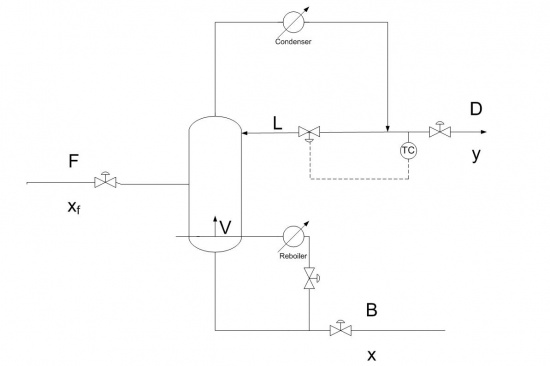
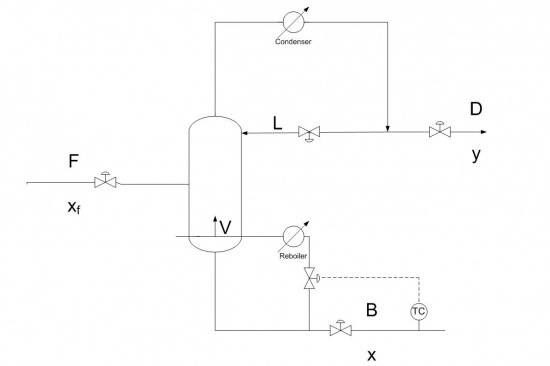
When you are interested in controlling the composition of the bottom product, the boilup rate, V, is used to control the purity, while the reflux rate is held constant. The overhead composition is not directly controlled and will vary as the feed composition varies. V is the manipulated variable that will result in the tightest control, rather than either the bottoms product flowrate, B, or the boilup ratio, V/B. This is because V is the fastest-acting MV for the bottoms and is the least sensitive to changes in the feed composition This scenario is depicted above in 4b.
Dual Composition Control
Although single composition control is most commonly used, there are some industries that need to simultaneously control the composition of both the overhead and bottom product streams. This is called dual composition control and is harder to implement, tune, and maintain than single composition control. Dual composition control increases product recovery and reduces utility costs and is used for refinery columns that generally have high associated energy usage. Industries that have refineries, such as the oil industry, use dual composition control because they are interested in using both the overhead and bottom streams as product.
In dual composition control, there are many possible control configurations. The control configuration is described by the control objective and by the MV. There are four possible control objectives: bottom product x, overhead product y, reboiler level, and accumulator level. The chosen control objectives are then paired with a MV. There are a variety of choices for the MV. These include: L, D, L/D, V, B, V/B, B/L, and D/V. Therefore, in dual composotion control, there are many possible configurations to consider, although most are not practical.
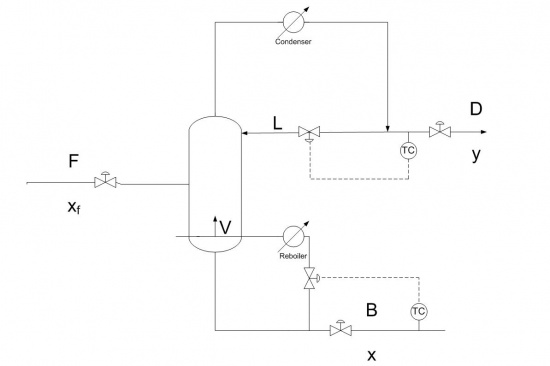
The most commonly used configuration for dual composition control is (L, V) which uses L to control y (overhead composition) and V to control x (bottom composition), because it provides good dynamic response, is the least sensitive to changes in feed composition, and is the easiest to implement. However, it is highly susceptible to coupling. In this configuration, depicted below, the setpoint for the reflux flow controller is set by the overhead composition controller, and the setpoint for the flow controller on the reboiler duty is set by the bottom composition controller. D is then used to control the accumulator level, and B is used to control the reboiler level.
Since there are so many possibilities for configurations, there is no clear best choice for a configuration of MVs in dual composition control in distillation columns. It is impossible to know theoretically which configuration is optimum for a particular process, but there are some rules of thumb to follow to increase the possibility of choosing a good configuration. These rules are summarized in the chart below.
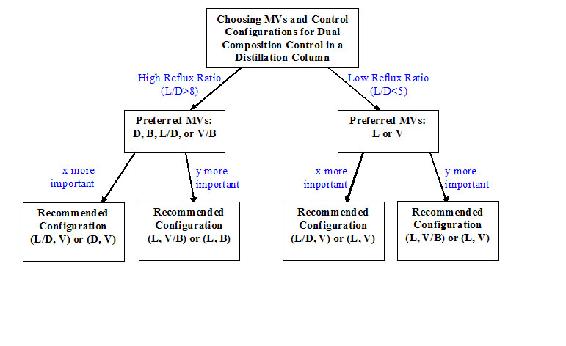
For the gray area where 5<L/D<8, follow the rules of thumb for the closest L/D, and use experimental data to determine the best configuration for your particular process.
Controller Tuning and Constraints
When temperature is used for inferential composition control, a PID controller is usually used because of the significant sensor lag. Common constraints on the extent of temperature control in a distillation column include:
- Capacity of reboiler power
- Capacity of overhead condenser
- Flooding or entrainment
- Maximum (undesired) column temperature
In general, temperature control can be used to control composition in a distillation column. The temperature measuring device should be chosen to minimize the lag time. A steady-state model can be used to correct for pressure changes in the column and to determine the best tray at which to measure temperature. The choice of the MV depends on if you are operating under single or dual composition control and which product composition you want to control.
Heat Exchanger Control
In heat exchanger control, the temperature of the process exit stream is the controlled variable (CV) and can be adjusted by one of four possible manipulated variables: cool side entry stream, cool side exit stream, hot side entry stream, or hot side exit stream. The selection of where control will be implemented is a combined result of three factors:
- Whether we want to heat or cool the process stream
- The response time of the controller
- The capital cost
To illustrate the selection process, first it is shown that the hot stream preferred for temperature control, then two case studies are discussed, one for heating up the process stream and the other for cooling the process stream.
Controlling the Cool Side Stream
It is not advisable to place temperature control on the cool side stream. This is explained below.
The particular MV in each stream is the flow rate. It is known that the temperature of the hot stream will change once the flow rate of the cool stream is adjusted.
It is easier to think of the temperature change as the magnitude of the process gain (| |). This just is the magnitude of the temperature change over a specified interval. This way the discussion can be general for both heating or cooling the process stream.
|). This just is the magnitude of the temperature change over a specified interval. This way the discussion can be general for both heating or cooling the process stream.
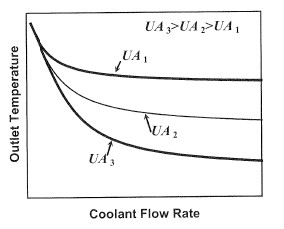
As the rate of the cool stream is increased from zero, the magnitude of the process gain continuously decreases. Above a certain rate, the gain will not be a measurable change in the process stream temperature. Because of this, making the coolant stream the MV will make the process uncontrollable at a critical point and is not a good idea.
Controlling the Hot Side Stream
As indicated above it is never recommended to place the temperature control on the cool side stream. This reduces controls consideration to only the hot stream. There are two cases where the control can be on the hot stream; when heating up and when cooling down the process stream.
Heating Up The Process Stream
CASE STUDY 1: Steam-Heat Heat Exchanger
In this case the process stream is the cooler of the two entering streams, the previous section states that the MV would have to on the stream used to heat up the process stream.
The temperature control loop can either be the direct steam flow or the steam pressure. Both controls the amount of steam flowing into the heat exchanger by adjusting a valve, however, the preferred of the two is the steam pressure as the MV in the temperature control loop. This is because a change in the steam supply can quickly cause the internal pressure of the heat exchanger to change hence affecting the temperature exchange. The steam pressure control responds and corrects this faster than the steam flow control. This becomes especially useful for heavy duty requirements when the change in response to change in flow rate of the process stream. The two figures below show two preferred configurations;
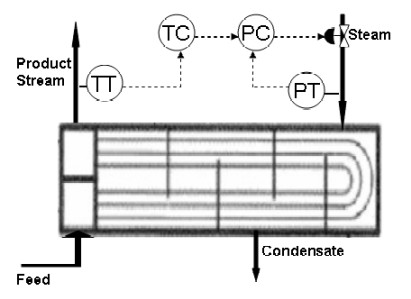
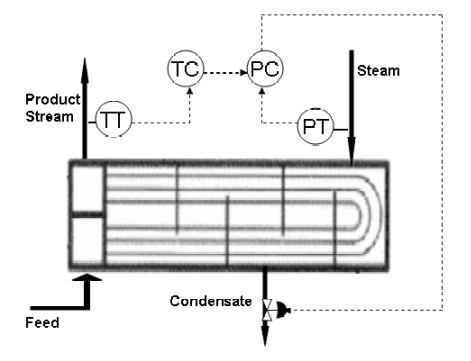
Notice that Figure 10 shows the control valve on the condensate stream. This is an acceptable control placement, however, in most practical application the first of the configurations in Figure 9 is preferred. In addition there are some ramifications to making the condensate flow the MV. The temperature loop in this case would not be as responsive as in the previous case. This is because the level responds slower than the pressure to the changes in the respective valves. The capitol cost involved in placing the valve in the condensate stream is much lower that that in the steam stream because the steam stream is generally larger and requires a larger, more expensive valve. In addition a steam trap is required down stream of the condensate valve, for that configuration.
Cooling Down The Process Stream
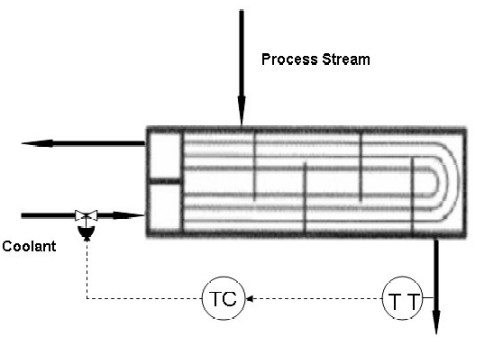
CASE STUDY 2: Liquid/Liquid Heat Exchanger
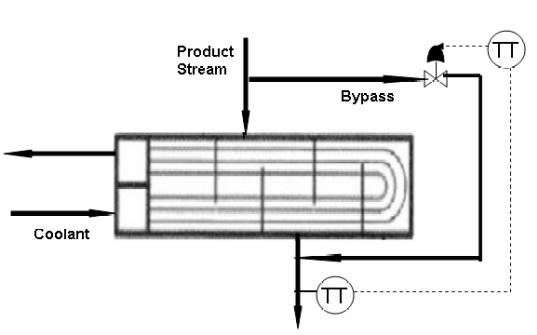
In this case the process stream is the hotter of the two entering stream so the controls will have to be on this stream. As in case one we are setting up the temperature control loop for varying flows in the process stream because in a plant the flow rate of this stream is dependent on a process before the heat exchanger. Hence when creating control loop for cooling down the process stream the coolant flow is kept constant (as stipulated in the section "Coolant Stream Controls") and maintain the CV at the set point. The best choice for the MV in this temperature control loop is having a feed bypass stream, as illustrated in Figure 11 below. The advantages of having this bypass stream are that the process dynamics are considerably faster with low levels of dead time and this condition is more linear, as opposed to varying the coolant flow rate. With this configuration the coolant flow rate can be maintained very high which reduced the tendency for fouling on the process fluid side of the heat-transfer surface.
- Is an exothermic CSTR easier or harder to control than an endothermic CSTR? What are some reasons for this, and what are a few steps that can be taken to increase control?
- In Graph 1, why are points A and C stable operating points, while point B is an unstable operating point?
Solution:
(a) An exothermic CSTR is harder to control. The relationship between heat generation and temperature is non-linear for an exothermic system (Graph 1). If the rate of heat generation exceeds the maximum rate of heat removal then the temperature will runaway.
An endothermic CSTR is much easier to control because these reactors are self-regulating and there is no concern for runaway temperatures.
The control of an exothermic CSTR can be increased by reducing the feed flow of the reactants, reducing the concentration of reactants and increasing the ratio of the heat transfer surface area to the reactor volume.
(b)
Points A and C are stable because if you increase the temperature from this point, the heat generation rate is lower than the heat removal rate. If you increase the temperature from point B, the heat generation rate is higher than that heat removal rate, shich is not desired. If the rate of heat generation is greater than the heat removal then the temperature is rising and could possible runaway. This is an unstable state for the reactor.
Refer to Heat Exchanger Modeling Worked Example 1 problem statement.
After you successfully created your ODE model, you are assigned a partner who will work along with you to put temperature controls on the heat exchanger. Your partner, a new college graduate, seems to remember that in his process controls class, the best way to control a temperature loop for a heat exchanger is to make the flow rate of the coolant stream the manipulated variable. Since you are such a process guru, you know that this is not right. However, the hot shot college graduate just feels that you are over the hill and he knows his stuff.
Vary the coolant flow rate in the Euler's Method heat exchanger to demonstrate to your new partner why it is not a good idea to place the controls on the coolant side flow of a stream. Produce a process gain plot similar to that in the article to show this. Also, find the magnitude of the process gain for three different points in the plot: low, medium and high coolant flow rate, to show process gain goes to zero as the coolant flow rate increases.
Solution
Note that in this case we are dealing with a liquid/liquid heat exchanger and the hot stream is the process stream. The table below summarizes the results.
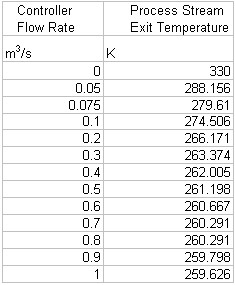
Table E2-1. Process stream exit temperature as a function of coolant flow rate.
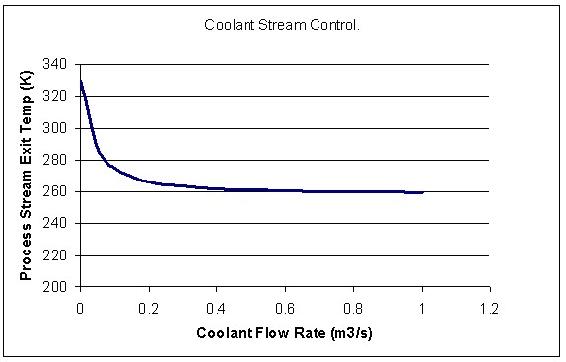
From the graph or table above one can show that the magnitude of process gain decreases as the coolant flow rate increases. This is done as follows;
Magnitude of process gain for;
Low flow rates, choose from 0 to 0.1 m3 / s.
= |330 - 274.50| = 55.5K
Medium flow rates, choose (same interval size) from 0.4 to 0.5 m3 / s.
= |262.01 - 261.20| = 0.81K
High flow rates, choose (again same interval size) from 0.9 to 1 m3 / s.
= |259.798 - 259.626| = 0.172 K
Clearly, as the flow rate increases, the magnitude of process gain decreases towards zero. This puts a limit on the amount of control of the heat exchanger if the coolant flow rate is chosen as the MV in the temperature control loop.
Multiple Choice Question 1
What two types of endothermic CSTR temperature control methods are there?
a. steam flow rate and reactor level
b. reactor composition and reactor level
c. steam flow rate and steam pressure
d. reactant flow rate and reactor level
Multiple Choice Question 2
What are temperature controllers commonly used for in distillation columns?
a. To control composition
b. To control reflux ratio
c. To control pressure
d. None of the above
References
- Svrcek, W., Mahoney, D., Young, B.. A Real-Time Approach to Process Control. Second Edition. John Wiley and Sons.
- Riggs, James B., Karim, Nazmul M.. Chemical and Bio-Process Control. Third Edition Chapter 18. Ferret Publishing.
Contributors and Attributions
- Authors: Danesh Deonarain, Carly Ehrenberger, Georgina Mang, Teresa Misiti