
3.9: Valves - Types, Kinds, and Selection
- Page ID
- 22380

\( \newcommand{\vecs}[1]{\overset { \scriptstyle \rightharpoonup} {\mathbf{#1}} } \)
\( \newcommand{\vecd}[1]{\overset{-\!-\!\rightharpoonup}{\vphantom{a}\smash {#1}}} \)
\( \newcommand{\dsum}{\displaystyle\sum\limits} \)
\( \newcommand{\dint}{\displaystyle\int\limits} \)
\( \newcommand{\dlim}{\displaystyle\lim\limits} \)
\( \newcommand{\id}{\mathrm{id}}\) \( \newcommand{\Span}{\mathrm{span}}\)
( \newcommand{\kernel}{\mathrm{null}\,}\) \( \newcommand{\range}{\mathrm{range}\,}\)
\( \newcommand{\RealPart}{\mathrm{Re}}\) \( \newcommand{\ImaginaryPart}{\mathrm{Im}}\)
\( \newcommand{\Argument}{\mathrm{Arg}}\) \( \newcommand{\norm}[1]{\| #1 \|}\)
\( \newcommand{\inner}[2]{\langle #1, #2 \rangle}\)
\( \newcommand{\Span}{\mathrm{span}}\)
\( \newcommand{\id}{\mathrm{id}}\)
\( \newcommand{\Span}{\mathrm{span}}\)
\( \newcommand{\kernel}{\mathrm{null}\,}\)
\( \newcommand{\range}{\mathrm{range}\,}\)
\( \newcommand{\RealPart}{\mathrm{Re}}\)
\( \newcommand{\ImaginaryPart}{\mathrm{Im}}\)
\( \newcommand{\Argument}{\mathrm{Arg}}\)
\( \newcommand{\norm}[1]{\| #1 \|}\)
\( \newcommand{\inner}[2]{\langle #1, #2 \rangle}\)
\( \newcommand{\Span}{\mathrm{span}}\) \( \newcommand{\AA}{\unicode[.8,0]{x212B}}\)
\( \newcommand{\vectorA}[1]{\vec{#1}} % arrow\)
\( \newcommand{\vectorAt}[1]{\vec{\text{#1}}} % arrow\)
\( \newcommand{\vectorB}[1]{\overset { \scriptstyle \rightharpoonup} {\mathbf{#1}} } \)
\( \newcommand{\vectorC}[1]{\textbf{#1}} \)
\( \newcommand{\vectorD}[1]{\overrightarrow{#1}} \)
\( \newcommand{\vectorDt}[1]{\overrightarrow{\text{#1}}} \)
\( \newcommand{\vectE}[1]{\overset{-\!-\!\rightharpoonup}{\vphantom{a}\smash{\mathbf {#1}}}} \)
\( \newcommand{\vecs}[1]{\overset { \scriptstyle \rightharpoonup} {\mathbf{#1}} } \)
\(\newcommand{\longvect}{\overrightarrow}\)
\( \newcommand{\vecd}[1]{\overset{-\!-\!\rightharpoonup}{\vphantom{a}\smash {#1}}} \)
\(\newcommand{\avec}{\mathbf a}\) \(\newcommand{\bvec}{\mathbf b}\) \(\newcommand{\cvec}{\mathbf c}\) \(\newcommand{\dvec}{\mathbf d}\) \(\newcommand{\dtil}{\widetilde{\mathbf d}}\) \(\newcommand{\evec}{\mathbf e}\) \(\newcommand{\fvec}{\mathbf f}\) \(\newcommand{\nvec}{\mathbf n}\) \(\newcommand{\pvec}{\mathbf p}\) \(\newcommand{\qvec}{\mathbf q}\) \(\newcommand{\svec}{\mathbf s}\) \(\newcommand{\tvec}{\mathbf t}\) \(\newcommand{\uvec}{\mathbf u}\) \(\newcommand{\vvec}{\mathbf v}\) \(\newcommand{\wvec}{\mathbf w}\) \(\newcommand{\xvec}{\mathbf x}\) \(\newcommand{\yvec}{\mathbf y}\) \(\newcommand{\zvec}{\mathbf z}\) \(\newcommand{\rvec}{\mathbf r}\) \(\newcommand{\mvec}{\mathbf m}\) \(\newcommand{\zerovec}{\mathbf 0}\) \(\newcommand{\onevec}{\mathbf 1}\) \(\newcommand{\real}{\mathbb R}\) \(\newcommand{\twovec}[2]{\left[\begin{array}{r}#1 \\ #2 \end{array}\right]}\) \(\newcommand{\ctwovec}[2]{\left[\begin{array}{c}#1 \\ #2 \end{array}\right]}\) \(\newcommand{\threevec}[3]{\left[\begin{array}{r}#1 \\ #2 \\ #3 \end{array}\right]}\) \(\newcommand{\cthreevec}[3]{\left[\begin{array}{c}#1 \\ #2 \\ #3 \end{array}\right]}\) \(\newcommand{\fourvec}[4]{\left[\begin{array}{r}#1 \\ #2 \\ #3 \\ #4 \end{array}\right]}\) \(\newcommand{\cfourvec}[4]{\left[\begin{array}{c}#1 \\ #2 \\ #3 \\ #4 \end{array}\right]}\) \(\newcommand{\fivevec}[5]{\left[\begin{array}{r}#1 \\ #2 \\ #3 \\ #4 \\ #5 \\ \end{array}\right]}\) \(\newcommand{\cfivevec}[5]{\left[\begin{array}{c}#1 \\ #2 \\ #3 \\ #4 \\ #5 \\ \end{array}\right]}\) \(\newcommand{\mattwo}[4]{\left[\begin{array}{rr}#1 \amp #2 \\ #3 \amp #4 \\ \end{array}\right]}\) \(\newcommand{\laspan}[1]{\text{Span}\{#1\}}\) \(\newcommand{\bcal}{\cal B}\) \(\newcommand{\ccal}{\cal C}\) \(\newcommand{\scal}{\cal S}\) \(\newcommand{\wcal}{\cal W}\) \(\newcommand{\ecal}{\cal E}\) \(\newcommand{\coords}[2]{\left\{#1\right\}_{#2}}\) \(\newcommand{\gray}[1]{\color{gray}{#1}}\) \(\newcommand{\lgray}[1]{\color{lightgray}{#1}}\) \(\newcommand{\rank}{\operatorname{rank}}\) \(\newcommand{\row}{\text{Row}}\) \(\newcommand{\col}{\text{Col}}\) \(\renewcommand{\row}{\text{Row}}\) \(\newcommand{\nul}{\text{Nul}}\) \(\newcommand{\var}{\text{Var}}\) \(\newcommand{\corr}{\text{corr}}\) \(\newcommand{\len}[1]{\left|#1\right|}\) \(\newcommand{\bbar}{\overline{\bvec}}\) \(\newcommand{\bhat}{\widehat{\bvec}}\) \(\newcommand{\bperp}{\bvec^\perp}\) \(\newcommand{\xhat}{\widehat{\xvec}}\) \(\newcommand{\vhat}{\widehat{\vvec}}\) \(\newcommand{\uhat}{\widehat{\uvec}}\) \(\newcommand{\what}{\widehat{\wvec}}\) \(\newcommand{\Sighat}{\widehat{\Sigma}}\) \(\newcommand{\lt}{<}\) \(\newcommand{\gt}{>}\) \(\newcommand{\amp}{&}\) \(\definecolor{fillinmathshade}{gray}{0.9}\)Authors: Daniel Katzman, Jessica Moreno, Jason Noelanders, and Mark Winston-Galant
Stewards: Jeff Byrd, Khek Ping Chia, John Cruz, Natalie Duchene, Samantha Lyu
Introduction
Control valves are imperative elements in any system where fluid flow must be monitored and manipulated. Selection of the proper valve involves a thorough knowledge of the process for which it will be used. Involved in selecting the proper valve is not only which type of valve to use, but the material of which it is made and the size it must be to perform its designated task.
The basic valve is used to permit or restrain the flow of fluid and/or adjust the pressure in a system. A complete control valve is made of the valve itself, an actuator, and, if necessary, a valve control device. The actuator is what provides the required force to cause the closing part of the valve to move. Valve control devices keep the valves in the proper operating conditions; they can ensure appropriate position, interpret signals, and manipulate responses.
When implementing a valve into a process, one must consider the possible adverse occurrences in the system. This can include noise due to the movement of the valve, which can ultimately produce shock waves and damage the construction of the system. Cavitation and flashing, which involve the rapid expansion and collapse of vapor bubbles inside the pipe, can also damage the system and may corrode the valve material and reduce the fluid flow.
There are four general types of valves.
- Electronic, or electrical valves. The movement of the ball or flap that controls flow is controlled electronically through circuits or digitally. These types of valves have very precise control but can also be very expensive.
- Non-Return valves. These valves allow flow in only one direction, and are common in various industries. When pressure in the opposite direction is applied, the valve closes.
- Electromechanical valves. These valves have electro magnets controlling whether the valve is open or closed. These valves can only be fully open or fully closed.
- Mechanical Valves. These valves use mechanical energy in the process of opening and closing the actual valve. Larger valves can be opened and closed using mechanical processes such as levers and pulleys, whereas smaller mechanical valves can be opened or closed via a turning wheel or pulling a level by hand.
There are four major valve types: ball valves, butterfly valves, globe valves, and plug valves. There is also an array of many other types of valves specific to certain processes. Selecting which type of valve to use depends on what task the valve must carry out and in what space said valve can fit to carry out the task.
Some general features that one can take into consideration when selecting a valve are the following:
- Pressure rating
- Size and flow capacity
- Desired flow condition
- Temperature limits
- Shutoff response to leakage
- Equipments and pipes connected
- Material compatibility and durability
- Cost
Valve Types
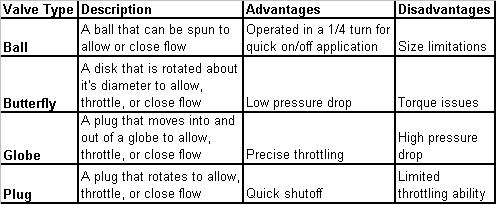
There is a vast abundance of valve types available for implementation into systems. The valves most commonly used in processes are ball valves, butterfly valves, globe valves, and plug valves. A summary of these four valve types and their relevant applications is in the table below.
| Valve Type | Application | Other information |
|---|---|---|
| Ball | Flow is on or off | Easy to clean |
| Butterfly | Good flow control at high capacities | Economical |
| Globe | Good flow control | Difficult to clean |
| Plug | Extreme on/off situations | More rugged, costly than ball valve |
Following is a detailed description of the four main valve types.
Ball Valves
A ball valve is a valve with a spherical disc, the part of the valve which controls the flow through it. The sphere has a hole, or port, through the middle so that when the port is in line with both ends of the valve, flow will occur. When the valve is closed, the hole is perpendicular to the ends of the valve, and flow is blocked. There are four types of ball valves.
A full port ball valve has an over sized ball so that the hole in the ball is the same size as the pipeline resulting in lower friction loss. Flow is unrestricted, but the valve is larger. This is not required for general industrial applications as all types of valves used in industry like gate valves, plug valves, butterfly valves, etc have restrictions across the flow and does not permit full flow. This leads to excessive costs for full bore ball valves and is generally an unnecessary cost.
In reduced port ball valves, flow through the valve is one pipe size smaller than the valve's pipe size resulting in flow area becoming lesser than pipe. But the flow discharge remains constant as it is a multiplier factor of flow discharge (Q) is equal to area of flow (A) into velocity (V). A1V1 = A2V2; the velocity increases with reduced area of flow and decreases with increased area of flow.
A V port ball valve has either a 'v' shaped ball or a 'v' shaped seat. This allows the orifice to be opened and closed in a more controlled manner with a closer to linear flow characteristic. When the valve is in the closed position and opening is commenced the small end of the 'v' is opened first allowing stable flow control during this stage. This type of design requires a generally more robust construction due to higher velocities of the fluids, which would quickly damage a standard valve.
A trunnion ball valve has a mechanical means of anchoring the ball at the top and the bottom, this design is usually applied on larger and higher pressure valves (say, above 10 cm and 40 bars).
Ball valves are good for on/off situations. A common use for a ball valve is the emergency shut off for a sink.
Butterfly Valves
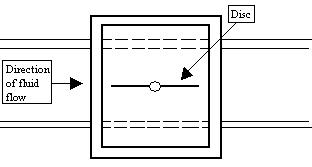
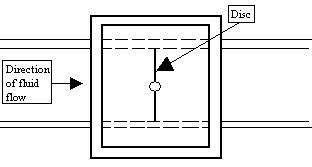
Butterfly valves consist of a disc attached to a shaft with bearings used to facilitate rotation. The characteristics of the flow can be controlled by changing the design of the disk being used. For example, there are designs that can be used in order to reduce the noise caused by a fluid as it flows through. Butterfly valves are good for situations with straight flow and where a small pressure drop is desired. There are also high performance butterfly valves. They have the added benefit of reduced torque issues, tight shutoff, and excellent throttling. It is necessary to consider the torque that will act on the valve. It will have water moving on both sides and when being used to throttle the flow through the valve it becomes a big factor. These valves are good in situations with high desired pressure drops.They are desirable due to their small size, which makes them a low cost control instrument. Some kind of seal is necessary in order for the valve to provide a leak free seal. A common example would be the air intake on older model automobiles.
|
Top view, open configuration |
Top view, closed configuration |
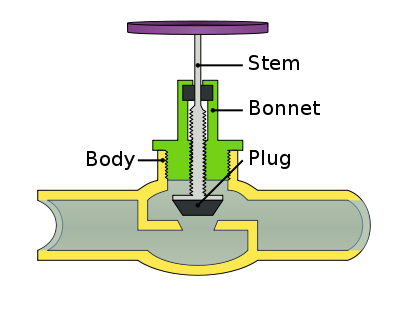
Globe Valves
A globe valve is a type of valve used for regulating flow in a pipeline, consisting of a movable disk-type element and a stationary ring seat in a generally spherical body. The valve can have a stem or a cage, similar to ball valves, that moves the plug into and out of the globe. The fluid's flow characteristics can be controlled by the design of the plug being used in the valve. A seal is used to stop leakage through the valve. Globe valves are designed to be easily maintained. They usually have a top that can be easily removed, exposing the plug and seal. Globe valves are good for on, off, and accurate throttling purposes but especially for situations when noise and caviatation are factors. A common example would be the valves that control the hot and cold water for a kitchen or bathroom sink.
Plug Valves
Plug valves are valves with cylindrical or conically-tapered "plugs" which can be rotated inside the valve body to control flow through the valve. The plugs in plug valves have one or more hollow passageways going sideways through the plug, so that fluid can flow through the plug when the valve is open. Plug valves are simple and often economical. There are two types of plug valves. One has a port through a cylindrical plug that is perpendicular to the pipe and rotates to allow the fluid to proceed through the valve if in an open configuration. In the closed configuration, the cylinder rotates about its axis so that its port is no longer open to the flow of fluid. An advantage of these types of valves is that they are excellent for quick shutoff. The high friction resulting from the design, however, limits their use for accurate modulating/throttling. Schematics of this type of plug valve are below.
|
Top view, open configuration |
Top view, closed configuration |
Side view |
The other type of plug valve is the eccentric plug valve. In this design, the plug rotates about a shaft in a fashion similar to a ball valve. To permit fluid flow, the plug can rotate so that it is out of the way of the seat. To block fluid flow, it rotates to the closed position where it impedes fluid flow and rests in the seat. A schematic of this valve is below.
Top view, near-closed configuration
A common example would be a spray nozzle at the end of a garden hose.
Safety Valves
Pressure Relief Valves
Pressure relief valves are used as a safety device to protect equipment from over-pressure occurrences in any fluid process. Loss of heating and cooling, mechanical failure of valves, and poor draining and venting are some of the common causes of overpressure. The relieving system depends on the process at hand; pressure relief valves either bypass a fluid to an auxiliary passage or open a port to relieve the pressure to atmosphere. Some areas of common usage include reaction vessels and storage tanks. In the Petroleum Refining Industry, for example, the Fluidized Catalytic Cracker (FCC) reactor has several pressure relief valves to follow saftey codes and procedures on such a high pressure/high temperature process. Each of the pressure relief valves have different levels of pressure ratings to release different amounts of material to atmosphere in order to minimize environmental impact.
Here are three examples of pressure relief valves:
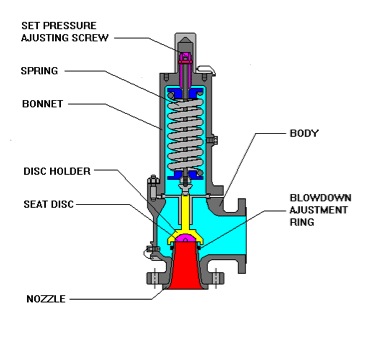
Conventional Spring Loaded Safety Valve
As the pressure rises, this causes a force to be put on the valve disc. This force opposes the spring force until at the set pressure the forces are balanced and the disc will start to lift. As the pressure continues to rise, the spring compresses more, further lifting the disc and alleviating the higher pressure. As the pressure inside the vessel decreases, the disc returns to its normal closed state.
Advantages:
- Most reliable type
- versatile
Disadvantages:
- Pressure relief is affected by back pressure
- Susceptible to chatter
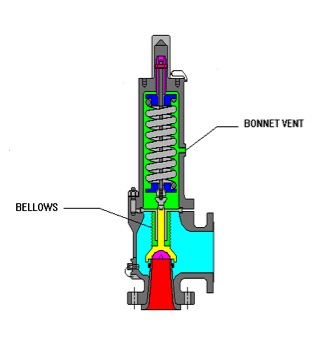
Bellows Spring Loaded Safety Relief Valve
The bellows spring loaded safety relief valve has the same principle as the conventional spring valve, with the exception of a vent located on the side of the valve. This vent lets releases the contents of the valve out to the surrounding environment.
Advantages:
- Pressure relief is not affected by back pressure
- Can handle higher built-up back pressure
- Spring is protected from corrosion
Disadvantages:
- Bellows can be susceptible to fatigue
- Not environmentally friendly (can release of toxics into atmosphere)
- Requires a venting system
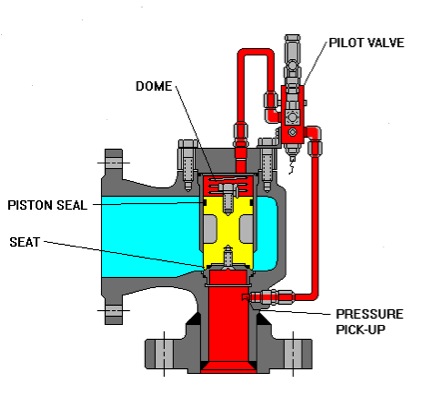
Pilot Assisted Safety Relief Valve
The pilot operated safety relief valve is also similar to the conventional safety relief valve except a pneumatic diaphragm or piston is attached to the top. This piston can apply forces on the valve when the valve is closed to balance the spring force and applies additional sealing pressure to prevent leakage.
Advantages:
- Pressure relief is not affected by back pressure
- Can operate at 98% of set pressure
- Less susceptible to chatter
Disadvantages:
- Pilot is susceptible to plugging
- Has limited chemical use
- Condensation can cause problems with the valve
- Potential for back flow
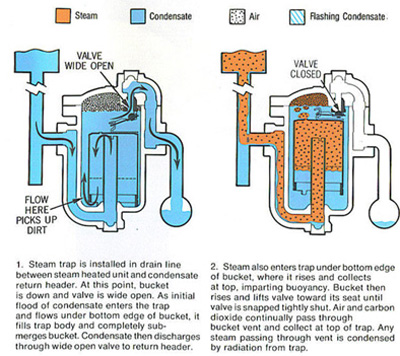
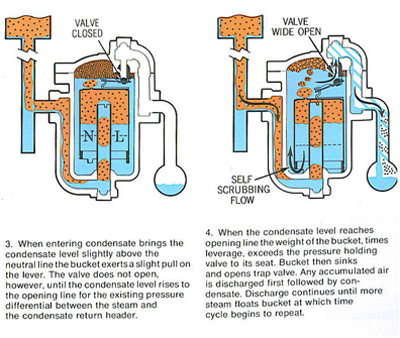
Steam Traps
Steam traps are devices that exist in low lying places within a pressurized steam line to release condensate and non-condensable gases from the system. Steam lines in industry are used to open/close control valves, heat trace pipelines to prevent freezing, etc. These steam traps are used in industry to save money on the prevention of corrosion and loss of steam. When these traps fail, it can mean a lot of money for the industry. There can be several hundred to several thousand in one process unit, therefore it is important to maintain and check the condition of each trap annually. The checks can be done by visual, thermal, or acoustic techniques. Many suppliers have equipment to read the flow within the pipeline to see if it is: blocked, cold, leaking, working.
There are many types of steam traps that differ in the properties they operate on including Mechanical (density), Temperature (temperature), and Thermodynamic (pressure). For more information on the purpose and function of steam traps please view [Steam Traps].
Other Safety Valves
- Rupture Disc - A rupture disc (also called a "bursting disc" or "safety disc") is a thin membrane of material (usually metal) that acts as a one-time use pressure relief device. At a critical pressure, the disc will fail and rupture allowing flow and the release of pressure. Often, rupture discs are used as a back-up to a conventional spring-controlled safety valve. Given primary safety valve failure (either no or inadequate pressure relief) the rupture disc will burst open and relieve pressure. Rupture discs are commonly used in chemical process plants and large air-cooled steam condensers.
- Pressure Vacuum Valves - Pressure vacuum (P-V) valves protect against both over-pressure and under-pressure conditions. They are commonly used in atmospheric storage tanks, to prevent the build up of excessive pressure or vacuum which can dangerously unbalance the system or damage the storage vessel.
Other Valves
In addition to the four main types of control valves, there are numerous other valves that may be necessary to manipulate fluid flow in a certain system. Some valves important to chemical engineering processes are stated below with a brief description of their design and application.
- Angle valves include inlet and outlet ports that are oriented at a 90 degree angle. The fluid leaves at right angles to the direction in which it enters the valve.
- Bleed valves vent signal line pressure to atmosphere before removal of an instrument or to assist in calibration of control devices. Common bleed valves include ball and plug bleed valves.
- Check valves are one way valves. Check valves only allow fluid in one way and out the other. They are often placed on individual fluid streams when mixing fluids so as to prevent the mixture from flowing back into the original streams. Also, the speed with which the valve closes is significant to prevent reverse-flow velocity. There are different types of check valves which include lift check, swing check, tilting disk and diaphragm.
- Lift check valves are quick closing. This valve should only be used for low viscosity fluids because they can be slowed by viscous fluids.
- Swing check valve has a disc like closing method from a hinge which may or may not be spring loaded.
- Tilting disk check valve is spring loaded for quick response. These are often more expensive and harder to fix when broken.
- Diaphragm valves have excellent shut-off characteristics and are used when there is particulate matter in the fluids. Not a good choice for controlling flow. A diaphragm valve has both a flexible and a rigid section. One advantage is that there are no crevices that affect the flow of the fluid when open. Used mostly in the pharmaceutical and food industry for their ability to be sanitary.
- Piston valves have a closure member shaped like a piston. When the valve opens, no flow is observed until the piston is fully moved from the seat bore, and when the valve closes, the piston removes any solids that might be deposited on the seat. Therefore, piston valves are used with fluids that have solid particles in suspension.
- Gate valves work by raising a gate or barrier out of the way of the flowing fluid. The water spigot outside a house works as a gate valve. Have the positive quality that, when fully open, the fluid flow is totally unobstructed. Two major types of gate valves are used: parallel and wedge gate valves. The wedge gate valve, in which the closure member has a wedge shape, provides the advantage of sealing against low pressure, as well as high pressure, flow. Gate valves have the ability to open very quickly. Advantages of gate valves are that they have a high capacity, have good seals, relatively inexpensive, and don't have very much resistance to flow. Some disadvantages of gate valves are that they sometimes can have poor control, they can cavitate at lower pressures, and they cannot be used for throttling.
- Needle valves are similar to gate valves; however, they are usually applied to a much smaller orifice. Needle valves are excellent for precise control of fluid flow, typically at low flow rates.
- Flush Bottom valves are usually at the lowest point of a tank or reactor and used to drain out contents. Unique because it leaves no dead space in the valve when it is closed, this eliminates the problem of product buildup within the valve.
- Pinch valves are mainly used in order to regulate the flow of slurries in certain processes and systems. Pinch valves have flexible bodies that can be shut by pinching them. They are often used when it is necessary for the slurry to pass straight through when the valve is not pinched. They are often used for sanitary processes such as medical and pharmaceutical applications. Pinch valves can be controlled mechanically or with fluid pressure.
- Knife valves are used in systems that deal with slurries or powders. They are primarily used for on and off purposes; whether or not the slurry or powder flows or not. A knife gate valve can be used for fibrous material because it can cut through to close the valve.
- Ballcock valves are used in controlling levels in tanks. The valve is connected to a float in the tank using a lever. When the level in the tank rises, the float rises and forces the valve to be shut at the maximum level of the tank allowed. Ballcock valves are used mostly in water tanks and other low-risk areas within a certain process.
- Solenoid valves are used very frequently in industry. The valves have a loop of wire that is wrapped around a metal core. A current is shot through the valve creating a magnetic field, which in turn opens or closes plungers in pipelines controlling flow in that pipe. There are three types of solenoid valves:
- Electromechanical solenoid valves use electrical energy
- Pneumatic solenoid valves use compressed air
- Hydraulic solenoid valves use energy from pressurized fluids
Flow Characteristics
For all valves, flow rates of fluid through the valve depend on the percentage of a full valve opening. In ball and butterfly valves, the valve opening is based on rotation. In the case for butterfly valves, an open valve is a result of a 90 degree rotation. When the valve is at the open position, the flow is parallel to the valve. The flow is uninterrupted, and therefore, no pressure is on the valve. When the valve is throttling, as is common for globe valves, the flow rate is reduced or increased depending on the opening of the valve, and there is unequal pressure on the ends of the valve.
The ball valve flow stream involves at least two orifices; one for inlet and one for outlet flow. While traveling through an open ball valve, the fluid will continue in its flow straight through, with little pressure loss. When the ball valve is throttling, however, the fluid is subject to shearing and a change in flow rate in accordance with the percentage of the valve that is open. With high velocity liquids, the valve is susceptible to cavitation and erosion, and could produce noise. Also, at sonic velocities, the vena contracta will stop expanding, and create choking.
Globe valves are dependent on shape of the plug of the valve, in addition to the opening size, for flow variations. Lifting the globe valve will cause it to open. A flat plug is used for a quick opening; a conically shaped plug will create linear flow as the valve is raised; a rectangular shaped plug, where the bottom converges to one point directly in the middle of the plug, creates an equal percentage of flow through the valve.
Sizing
Once a specific valve type is chosen for a process, the next step is to figure out what size the valve will need to be. Topics to consider in valve sizing are the pressure-flowrate relationship and the flow characteristics to ensure an appropriate size for the desired valve.
Pressure-Flowrate Relationship
Control valves predominately regulate flow by varying an orifice size. As the fluid moves from the piping into the smaller diameter orifice of the valve, the velocity of the fluid increases in order to move a given mass flow through the valve. The energy needed to increase the velocity of the fluid comes at the expense of the pressure, so the point of highest velocity is also the point of lowest pressure (smallest cross section). This occurs some distance after leaving the smallest cross section of the valve itself, in a localized area known as the vena contracta.
Beyond the vena contracta, the fluid’s velocity will decrease as the diameter of piping increases. This allows for some pressure recovery as the energy that was imparted as velocity is now partially converted back into pressure. There will be a net loss of pressure due to viscous losses and turbulence in the fluid.
Overview of Sizing Formulas
In order to determine the correct size of a valve for a specific system many factors must be considered. The most important factor is the capacity parameter, \(C_v\), or the flow coefficient. The flow coefficient is a way of measuring how efficient a valve is at allowing fluid to flow through it and generally determined experimentally. Valve manufacturers can provide you with Cv charts for the valves they sell. To determine the valve size needed for your system, you can estimate \(C_v\) with the following equations:
Liquid Flow
\[C_{v}=11.7 Q \sqrt{\frac{G_{f}}{\Delta P}} \nonumber \]
where:
The next equation is also for calculating the flow coefficient. It should be used when you have a design flow rate, that will be the maximum flow through the valve, and a maximum pressure drop that will occur across the valve, which will be ΔP. This equation is also for turbulent flow and the units used in the calculation are important.
\[C_{v}=F_{\max } \sqrt{\frac{G_{t}}{\Delta P}} \nonumber \]
where:
Another important piece of information about sizing and specifications is what diameter pipe may be used with a certain flow, seen in the following equation:
Note: The second and third equations are from Peter Woolf's Fall'08 lecture titled Modeling Case Study: Surge Tanks, Valves, Level sensors, and modeling.
Air and Gaseous Flow
(when Po < 0.53Pi)
\[C_{v}=Q \frac{\sqrt{G_{f}(T+460)}}{660 P_{i}} \nonumber \]
(when Po > 0.53Pi)
\[C_{v}=Q \frac{\sqrt{G_{f}(T+460)}}{1360 \sqrt{\Delta P\left(P_{o}\right)}} \nonumber \]
where:
The relationship between the inlet and outlet pressure is important, as seen above, in determining which equation to use for gaseous flow. When the outlet pressure is less than 53% the inlet pressure, this is said to be a critical pressure drop. The gas will behave differently when the pressure drop is critical, therefore it is necessary to use the correct equation depending on the extent of pressure drop. Once you have computed the desired value of Cv, you can choose the valve. The chosen valve must have a valve coefficient greater than or equal to the computed value.
Other sizing information
When sizing a valve it is important not to choose a valve that is too small. Take the following tips into consideration when choosing a valve.
- Valves should not be less than half the pipe size.
- Valves are easiest to control when they are open from 10 to 80% of maximum flow.
Using the Flow Coefficient to Determine Valve Sizes
The flow coefficient, Cv, is used as a standard sizing parameter. It is used to determine valve sizes and is also used in modeling programs for large piping systems. The Cv is an essential and practical variable that is essentially required when using pipes and valves. Try searching for a valve information and you will most likely find information requiring the \(C_v\) as well as the valve type and use.
Try looking at information for specific valves at the website of American Valve. [1]
You'll notice that every valve type and size has a listed Cv for correct sizing and function. Tables using this value are available for practically every valve imaginable and should be used to prevent over-use or under-use of valves in engineering processes.
Cv Charts
When sizing a valve, it is important to choose the correct Cv chart. Different Cv charts are used for different types of valves. Some different valve types are explained below. Note that valve stroke means the amount of flow through a pipe, and valve travel means the amount in which the valve is turned to achieve the valve stroke.
- Equal Percentage Valves: Valve which produces equal valve stroke for equal increments in valve travel. This is the most common type of valve.
- Linear Valves: Valves stroke is directly proportional to valve travel.
- Quick Opening Valves: A small amount of valve travel produces a large valve stroke. Example: Gate Valves
Equal percentage and linear valve types offer the best throttling control. Examples are globe and butterfly valves.
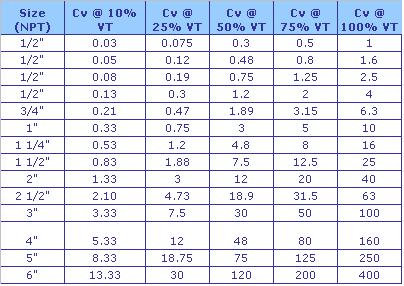
Valves vary from manufacturer to manufacturer. Valve manufacturers can provide you with Cv charts to size each type of valve they manufacture. An example CV chart is shown below. VT stands for valve travel.
Materials
It is usually not enough to simply select the type of valve suited to given process parameters. Selecting compatible materials of construction helps ensure the lifespan of the valve, as well as the safety of the workforce, the environment and the public.
Selecting the most appropriate materials of construction of control valves is guided primarily by the service of the valve, then secondarily by cost; the least expensive material that is compatible with the service will be chosen to be used. Proper material selection promotes safety by avoiding materials of construction that may react with or be corroded by the process fluid.
The principle materials that need to be selected carefully are the wetted materials, that is, the materials that come into contact with the process fluid. These generally include the ball (for ball valves), the disk (for butterfly valves), and the plug (for plug and globe valves). Also included are the seats, which is the area where the plug or disk "sits" when closed to provide the actual shut off. The seals and the valve body are usually wetted as well.
There are many resources that contain what resources are compatible with a wide variety of process fluids, such as the Cole Parmer Chemical Resistance Database and the Cat Pumps’ Chemical Compatibility Guide
There are design parameters inherent in the valve designs themselves that increase safety. For high service pressures (or in case of fire) some valves are designed with initial flexible seal rings that function as the primary seals. Behind these primary seals would be a backup seal of a more durable material such as 316 stainless, inconel or hastelloy. These backup seals assist in handling the additional pressure and heat.
In the highly specialized case where the process fluid is so dangerous or unsafe that any release of process fluid is unacceptable, the valve’s packing can be slightly pressurized with a barrier fluid. As long as the pressure of the barrier fluid is higher than the process fluid, any leakage between the valve and the process will leak barrier fluid into the process, and not process fluid into the environment. Though as a side note, these applications usually require double containment piping and a whole host of other precautions beyond simply the safety of the valve. The most common barrier fluid is water or a water/antifreeze mix for freeze protection.
Some other considerations when selecting a material for valve are longevity/reliability of the valve and the temperature range of usage. If the valve is a control valve that gets constant use, it is important to select durable materials or to plan for replacement of the valve frequently. Service temperature is also important; materials need to be selected so the mechanical integrity of the valve is maintained throughout the entire service temperature.
Concerns
Noise
Noise in a system is created by the turbulence from a throttling valve. Throttling is when a valve is not used as a simple OPEN/CLOSE valve, but instead to control a flow rate.
It can be quite loud and damage people's hearing as well as the equipment. Two methods can be used to control noise. The first is to use a quiet trim that hinders system noise before it begins and the second is to treat the path (piping) where the noise already occurs. To do this, one can use thicker piping or insulation.
Cavitation
As previously mentioned, at the point where the fluid’s velocity is at its highest, the pressure is at its lowest. Assuming the fluid is incompressible (liquid), if the pressure falls down to the vapor pressure of the fluid, localized areas of the fluid will vaporize forming bubbles that collapse into themselves as the pressure increases downstream. This leads to massive shock waves that are noisy and will certainly ruin process equipment. This is a process called cavitation.
For a given flow rate, a valve that has the smallest minimum flow area through the valve will have the most problems with cavitation (and choking, as mentioned in the next section).
Choking
If the fluid is compressible and the pressure drop is sufficient, the fluid could reach sonic velocity. At this point the static pressure downstream of the valve grows above design limits. This is a process known as choking, since it slows down, essentially “choking,” the flow through the valve.
For a given flow rate, a valve that has the smallest minimum flow area through the valve will have the most problems with choking.
Choking is important for a gas-using process since the mass flow rate only depends on the upstream pressure and the upstream temperature. It becomes easier to control the flow rate since valves and orifice plates can be calibrated for this purpose. Choke flow occurs with gases when the ratio of the upstream pressure to the downstream pressure is greater than or equal to [ ( k + 1 ) / 2 ]^( k / ( k - 1 )). If the upstream pressure is lower than the downstream, it is not possible to achieve sonic flow.
When choking occurs in liquids, it is usually due to the Venturi effect. If the Venturi effect decreases the liquid pressure lower than that of the liquid vapor pressure at the same temperature, it will cause the bubbles in the liquid. These bubble burst can cause enough turbulence (known as cavitations) that can lead to physical damage to pipes, valves, controllers, gauges, and/or all other equipments linked to that section of the flow.
As mentioned above the limiting case of the Venturi effect is choked flow as the smaller space in a pipe will but a cap on the total flow rate. The Venturi effect is fluid pressure resulting from an incompressible fluid travelling through a tight or constricted section of a pipe. The Venturi effect can be explained by principles such as Bernoulli’s principle and the continuity equation.
Bernoulli's equation :
Continuity equation: 
for incompressible fluids: 
To satisfy the continuity equation, the velocity of the fluid must increase in the space but the pressure must decrease to agree with Bernoulli’s equation, which is related to the law of conservation of energy through a pressure drop.
Venturi tubes are used to control the fluid speed. If an increase in speed is wanted, then the tube will decrease in diameter, or projected area, as the fluid moves away from the pump or energy source. If a decrease in fluid velocity is wanted, the tube will increase in diameter as it moves away from the energy source (which could be a pump). Using a venturi tube sometimes introduces air into the system which is mixed with the fluid in the pipe. This causes a pressure head at the end of the system.
Venturi tubes can be replaced by orifice plates in some cases. Orifice plates use the same principles as the venturi tubes but cause the system to suffer more permanent energy loss. Orifice plates, however, are less expensive to build then venturi tubes.
Upstream Pressure Increase
If a control valve is sized incorrectly and is too small, fluid velocity upstream of the valve will slow, causing an increase in pressure (much like when the end of a garden hose is partially obstructed). This increase in upstream pressure can be detrimental to certain processes, i.e. membrane filtration processes, where a large pressure difference across the membrane is desired. If the valve increases the pressure on the permeate side of the membrane, the driving force for separation will be reduced.
Decreasing the upstream static temperature will cause an increase in upstream static pressure therefore increasing the mass flow rate, so it is important to keep track of your temperature.
Hysteresis
Hysteresis, in general, is defined as the phenomenon where previous events can influence subsequent events in a certain process. This can create a relationship in a process going one direction, however, when carrying out the same process in the exact opposite direction, the same relationship does not occur. When processes exhibiting hysteresis are graphed there is an area between the two equally opposite curves that is used to describe the extent of hysteresis seen in the process.
The most commonly described process exhibiting hysteresis involves elastics and can be the loading and unloading of force (weight) to a stretchable rubber band. As you load more and more weight onto a rubber band, it will stretch in response to increased weight. You can subsequently remove the weight in similar increments and observe the ability of the rubber band to compress itself. Rubber bands, however, do not obey Hooke's Law perfectly therefore as you unload, the rubber band will be longer at the corresponding weights as you loaded. Below is a graphical representation of this phenomenon.
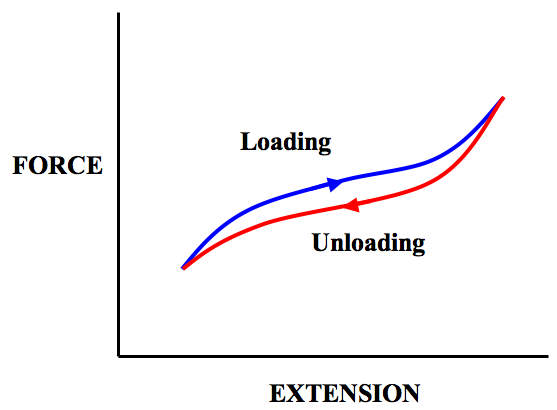
As seen in the above graph, for any given force applied to the rubber band, the extension of unloading is larger than the extension when loading. This is showing how the process of loading effected the outcome of the process of unloading. The area of the graph between the two curves is the area of hysteresis and, in this case, represents the energy dissipated as heat. The larger this area the less efficient this rubber band was at maintaining shape, and consequently the worse it obeys Hooke's Law.
Hysteresis, regarding control valves, is the principle that a control valve is dependent on the prior valve position. A common valve opening may correlate to different flow rates depending on if the valve was opened or closed to get to that position. This shows that the direction a valve is being changed may need to be accounted for in a control system to obtain a desired flow rate. If hysteresis becomes too large, it can cause the control architecture to force a system to oscillate around a desired point.
Chatter
Chatter is mainly a concern when selecting and sizing safety valves. Chatter is the rapid opening and closing of a safety valve or pressure relief device. Commonly, chatter is caused due to a large pressure drop between the vessel being relieved and the valve relieving the pressure.
If the pressure behind a closed safety valve builds up to some critical pressure, it will open. Once open, fluid will flow from the vessel being relieved out through the safety valve in order to reduce pressure within the vessel. It is possible to have enough pipe length, fittings, or other energy-reducing obstacles so that once the high pressure flow reaches the safety valve, the pressure in the fluid is again below the critical pressure of the valve. Since there is not enough pressure in the fluid to keep the safety valve open, it closes and the vessel re-pressurizes, causing the safety valve to pop open again, locally depressurize and close again. This opening and closing is called chatter. The vibrations caused by chatter can be extremely damaging, causing unnecessary safety valve wear, possible seat-misalignment within the fittings, and even full failure in the valve or surrounding piping.
Chatter can be avoided by making sure that at critical release rates the pressure drop across the fittings to the safety valve is not large enough such that the valve will shut once fluid release is initiated.
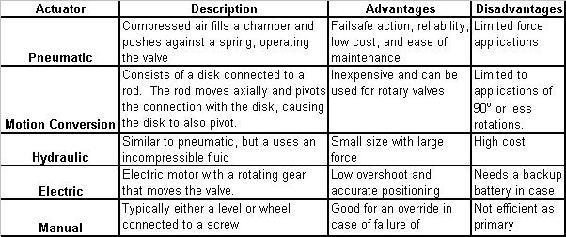
Actuators
Actuators are the mechanical equipment that supply the force necessary to open or close a valve. Actuators are, essentially, the alternative to manual operation of a valve. The method of applying the opening/closing force to a valve is what differentiates the various types of actuators. When selecting the actuator, the most important feature to specify is whether you want fail-safe open or closed. This is determined entirely by a careful analysis of the process to decide which is safer. If all the power goes out or some other emergency occurs, the decision on the fail-safe mode of the valve is a huge factor in saving lives. For example, if a reaction is exothermic, the fail-safe mode of the cooling water in the jacket of the reactor should be fail-safe open. Pneumatic actuators have a delayed response which make them ideal for being resilient against small upsets in pressure changes of the source. Hydraulic actuators on the other hand use an incompressible fluid, so the response time is essentially instantaneous.
Pneumatic
Pneumatic actuators are the most popular type of actuators. The standard design of a pneumatic actuator consists of a pre-compressed spring that applies force against a disk on a sealed flexible chamber. The disk is usually attached to the stem of the valve it is intended to control. As the chamber is compressed with air, the chamber expands and compresses the spring further, allowing axial motion of the valve stem. Knowing the relationship between the air pressure in the chamber and the distance the stem moves allows one to accurately control flow through the valve.
The biggest advantage of the pneumatic actuators is their failsafe action. By design of the compressed spring, the engineer can determine if the valve will fail closed or open, depending on the safety of the process. Other advantages include reliability, ease of maintenance, and widespread use of such devices.
Motion conversion
Motion conversion actuators are generally used to adapt a common translational motion from the actuator’s output to a rotary valve. The rod that moves axially from the translational motion actuator is connected to a disk and the connection is pivoted. The disk itself is also pivoted about its center. This system of pivots allows the translational motion to be converted into the rotation of the disk, which would open or close the rotary valve.
The main advantage of this setup is that an inexpensive translational motion actuator can be used with rotary valves. The key drawback is that the applications in which this can be used is very limited. Specifically, this setup is useless in the common case where the rotary motion required is greater than 90°.
Hydraulic
Hydraulic actuators work using essentially the same principal as pneumatic actuators, but the design is usually altered. Instead of a flexible chamber, there is a sealed sliding piston. Also, instead of using a spring as the opposing force, hydraulic fluid is contained on both sides of the piston. The differential pressure across the area of the piston head determines the net force.
Hydraulic actuators offer the advantages of being small and yet still providing immense force. Drawbacks of hydraulic actuators are primarily the large capital cost and difficulty maintaining them.
Electric
Electric actuators typically use standard motors, powered by either AC induction, DC, or capacitor-start split-phase induction. The motor is connected to a gear or thread that creates thrust to move the valve. As a failsafe, some motors are equipped with a lock in last position on its gear. This means that the gear cannot move from forces outside of the electric motor. This helps prevent overshoot on the motor as well as helps create better positioning for the gear.
Another type of motor that can be used is called a stepper motor. It uses increments on gear reduction to alleviate problems with positioning and overshoot. The increments are in a range of 5,000 to 10,000 increments in a 90 degree rotation.
A problem with using electric actuators is that a battery operated back-up system is needed or else the system is useless during power failure. Also, the actuator needs to be in an environment that is rendered safe, meaning a non-explosive environment.
Manual
Manual actuators are usually used for overrides of power actuators described above. This is an important safety measure in case the power actuator fails. Manual actuators typically consist of either a lever or a wheel (used for larger valves) connected to a screw or thread that turns the valve.
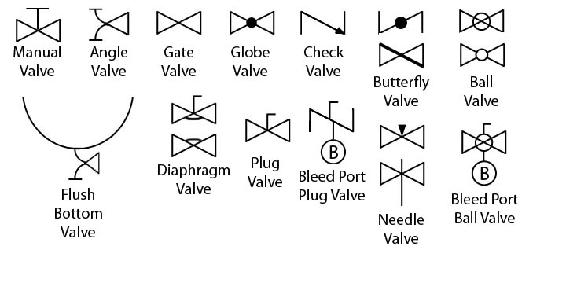
Summary Tables
The table below shows a list of typical icons for different valves found in industry.
Valve and Actuator Selection Example
Note: This problem is completely fictionalized. Any relation to a real occurrence is completely coincidental.
A chemical engineer wants to use a valve at a start/stop flow of liquid water to a CSTR. The determination of the start/stop flow is a level sensor in the CSTR. Once the water reaches a certain level inside the CSTR, the flow of the water will stop. If the water level drops to a certain point, water will need to quickly flow into the CSTR. Your job is to list possible valves, and determine if each valve type can be used to start/stop the flow of water. Also, list all the potential actuators for the valves and determine which actuators could be used and how. Some issues to consider are choking, throttling, longevity, and reliability.
Solution
Valves:
Ball valve: A ball valve can work for this example. A 2-way ball valve may not be the most ideal type of valve depending on the flow rate. If the water is moving at a high velocity, the 2-way ball valve will be susceptible to choking. If a ball valve is used, a cage valve would be the best choice, due to its durability and its on/off mechanics.
Globe valve: Just like the caged ball valve, a globe valve is a conceivable solution. The plug that would best help prevent water from flowing in the CSTR quickly would be the quick opening plug. This way, there will be no throttling when closing the valve, creating a quick on/off.
Butterfly valve: If a butterfly valve is selected, it would need to be a high performance valve. The benefits of this valve include a tight shutoff and improved torque over the non-high performance butterfly valves. This is important for the on/off capabilities for water flow the example calls for. Using a regular butterfly valve could lead to water leaking into the CSTR or torque issues after constant use.
Plug valve: A plug valve could work, but would encounter similar problems as a 2-way ball valve with choking. Also, the friction created when constantly rotating could cause a problem in the future with the valve not closing properly.
Actuators:
Pneumatic: A pneumatic actuator has a good potential to be used in this example. Its failsafe action is great in case there is a failure in the system. Its low maintenance and high reliability means that the pneumatic actuator is an ideal actuator for the valve.
Motion Conversion: Motion conversion actuators would be ideal for any rotating valve, like the high performance butterfly valve. Therefore, this actuator should be used with rotational valves for best reliability.
Hydraulic: Hydraulic actuators have similar advantages that the pneumatic actuators have. Hydraulic actuator, however, cost more than pneumatic actuators. Therefore, if another option exists, hydraulic actuators should not be used for this example.
Electric: An electric actuator will work best with rotational valves. So, if a high performance butterfly valve was chosen, then an electric actuator could possibly be used. As an effort to limit throttling issues, rotational models for ball valves would be less ideal. This is, of course, on the assumption that a back up battery would be included with the electric actuator
Manual: A manual actuator could be used in conjunction with any other actuator, but would it not be a good idea to use a manual actuator alone. The manual actuator would be a good backup method if any of the other actuators fail, but tedious if used as the primary actuator.
Selecting Control Valve Example
Note this example problem and the data contained within fictitious, with the exception of some of the Cv data, which is taken from Clark's Product Specification Site
An engineer in a chemical factory is asked to decide what type of control valve to use in throttling the line from a heat exchanger to a reactor. The chemical is part of a very sensitive reaction in which the precise addition of the chemical in question is crucial. If an imprecise valve is utilized, the entire reactor's $5 million worth of product would need to go down the sewer. The process considerations are as follows:
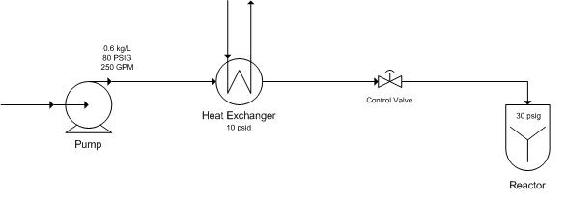
The process is designed to pump the liquid chemical at 80 psig and 250 GPM, though the flow occasionally needs to be varied from 125 to 400 GPM. The chemical has a density of 0.60 kg/L (S.G. = 0.6). The heat exchanger should take 10 psi of the pressure drop across it. Also, the reactor is operated at 30 psig Assume turbulent non-choked flow.
Solution:
First one must choose the type of valve. The four main valves of interest are ball, butterfly, plug and globe. Since the application is a throttling application a ball valve probably should not be our first choice. Since the chemical needs to be throttled at an extremely accurate rate, a plug valve would not be best suited here. Also, since there is significant variability of the desired flowrate, a butterfly valve probably is not the best decision either. A globe valve seems to work well here.
For reference, a list of Cv’s by valve size (when fully opened) is listed below. The Cv's of each valve are listed also by % valve travel (as can be commonly acquired from a vendor), where 100% means the valve is fully open.
Now one must size the globe valve. Recall the equation
\[C_{v}=Q \sqrt{\frac{G_{f}}{\Delta P}} \nonumber \]
We can see that the pressure drop across the valve is the pressure at the pump minus the pressure at the reactor minus the pressure drop across the heat exchanger. Thus
\[\\Delta\ \,P = 80 - 30 - 10 = 40 \, \psi \nonumber \]
So getting Cv,
\[C_{v}=250 \sqrt{\frac{0.6}{40}}=30.62 \nonumber \]
Looking at the chart it would appear that the 2” Globe valve would work, but remember, the process fluid may sometimes need to be controlled up to 400 GPM. And the Cv at 400 GPM is:
\[C_{v}=400 \sqrt{\frac{0.6}{40}}=49.0 \nonumber \]
Looking at this it is clear that the 2” globe valve would simply be fully open at 400 GPM. It appears that the 2 ½” globe valve would be a better choice since it has the capability to throttle up to the maximum design flowrate.
Checking the Cv at the minimum flow that will need to be throttled, 125 GPM:
\[C_{v}=125 \sqrt{\frac{0.6}{40}}=15.3 \nonumber \]
We see that the 2 ½” globe valve will be between 25 and 50% open, so it will throttle well at these low flow rates at also. This reaffirms that the 2 ½” globe valve will work well for this application.
When designing a jacketed CSTR that will contain a highly exothermic reaction, what type of actuator should be used to operate the valve controlling the cooling water?
- pneumatic
- motion conversion
- hydraulic
- electric
Solution
a
Which of the following is a good application for a diaphragm valve?
- inlet to a CSTR where precise volumes of reactants are required
- food industry where ease of cleaning is important
- steam heating line for jacketed CSTR
- vent on a signal line to release pressure to atmosphere
- Answer
-
b
References
- Q = flow rate (ft3 / h)
- Gf = specific gravity of the gaseous fluid (dimensionless)
- ΔP = absolute pressure drop through the valve (psia)
- Po= outlet pressure (psia)
- Pi = inlet pressure (psia)
- T = gas temperature (degrees F)
- Edgar, Thomas F., Sale E. Seborg, and Duncan A. Mellichamp. Process Dynamics and Control. New York: John Wiley & Sons.
- Liptak, Bela G., Process Control and Optimization. Vol. II. New York: Taylor & Francis.
- Perry, Robert H.(1997), Perry's Chemical Engineers' Handbook, 7th Edition. McGraw-Hill. ISBN 0070498415
- "Valves", Cole-Parmer, 2005
- Considine, Douglas M. (1993), Process/Industrial Instruments & Controls Handbook, 4th Edition, McGRAW-HILL, INC. ISBN 0070124450
- Smith, Peter; Zappe, R.W. (2004),Valve Selection Handbook. Elsevier
- Matthews,Clifford . (2004),A Quick Guide to Pressure Relief Valves (PRVs). John Wiley and Sons. ISBN 1860584578, 9781860584572
- Websites for steam traps: www.energysolutionscenter.org/BoilerBurner/Eff_Improve/Steam_Distribution/Steam_Traps.asp
http://en.Wikipedia.org/wiki/Steam_trap www.iklimnet.com/expert_hvac/steam_traps.html -
\[d=\sqrt{\frac{4 F_{\max }}{\pi v}} \nonumber \]
Where: